 简体中文
简体中文


Dijelovi za utiskivanje hardvera srž su moderne proizvodnje. Od nosača unutar vrata vašeg automobila do terminala unutar industrijskog releja, ove male precizne komponente održavaju pouzdano funkcioniranje složenih sklopova—često a da ih krajnji korisnik uopće ne primijeti. Kao proizvođač koji proizvodi metalne dijelove za utiskivanje od 2010., želimo vam dati jasnu, praktičnu sliku o tome što su zapravo hardverski dijelovi za utiskivanje, kako su izrađeni i na što trebate obratiti pozornost kada ih nabavite.
Što su dijelovi za utiskivanje hardvera?
Dijelovi za utiskivanje hardvera su metalne komponente proizvedene prešanjem, probijanjem, savijanjem ili izvlačenjem metalnog lima kroz matricu pomoću mehaničke ili hidraulične preše. Proces je poznat kao utiskivanje metala ili prešanje. Za razliku od strojne obrade, koja uklanja materijal kako bi se stvorio oblik, žigosanje je proces oblikovanja—materijal se preoblikuje bez rezanja, što dramatično smanjuje otpad i troškove u razmjeru.
Pojam "dijelovi za utiskivanje hardvera" pokriva iznimno širok raspon komponenti. Kratki reprezentativni popis uključuje:
- Nosači, kopče i montažne ploče koje se koriste u sklopovima karoserije automobila
- Električni terminali, konektori i zaštitni poklopci u potrošačkoj elektronici
- Kućišta kirurških instrumenata i komponente uz implantat u medicinskim uređajima
- Kućišta, odvodi topline i strukturni okviri u industrijskim strojevima
- Šarke, spojnice, opruge i podloške u hardveru i građevinskim proizvodima
Ono što sve ove komponente dijele je zahtjev za čvrstom dimenzionalnom konzistencijom, integritetom površine i mogućnošću proizvodnje u velikim količinama na ponovljivoj razini kvalitete.
Objašnjeni procesi utiskivanja jezgre
Razumijevanje osnovnih uključenih operacija pomaže vam u učinkovitijoj komunikaciji sa svojim dobavljačem i točnijoj procjeni ponuda. Većina dijelova za utiskivanje hardvera proizvodi se pomoću jedne ili više sljedećih operacija:
Probijanje i probijanje
Probijač gura metalni lim kroz matricu kako bi se odvojio ravni oblik (probijanje) ili stvorio rupu (probijanje). To su obično prve operacije u višefaznom procesu. Dimenzionalna točnost ovdje određuje hoće li svaka nizvodna operacija ostati u toleranciji.
Savijanje i oblikovanje
Savijanje primjenjuje silu duž ravne osi kako bi se stvorile kutne značajke. Oblikovanje je širi pojam za bilo koju operaciju koja mijenja konturu lista bez uklanjanja materijala—uključujući utiskivanje, kovanje i uvijanje. Springback (tendencija metala da se djelomično vrati u svoj izvorni oblik nakon oblikovanja) jedan je od najčešćih izvora dimenzijske pogreške; iskusni alatničari to uzimaju u obzir u dizajnu kalupa od samog početka.
Duboko crtanje
Duboko izvlačenje uvlači ravnu sirovinu u šupljinu matrice kako bi se stvorio šuplji, trodimenzionalni oblik—čaše, limenke, kućišta i kućišta tipični su rezultati. Omjer dubine i promjera (poznat kao omjer izvlačenja) određuje može li se dio oblikovati u jednom izvlačenju ili zahtijeva više stupnjeva redukcije. Većina materijala dopušta omjer izvlačenja od otprilike 1,5 do 2,0 po stupnju bez pucanja.
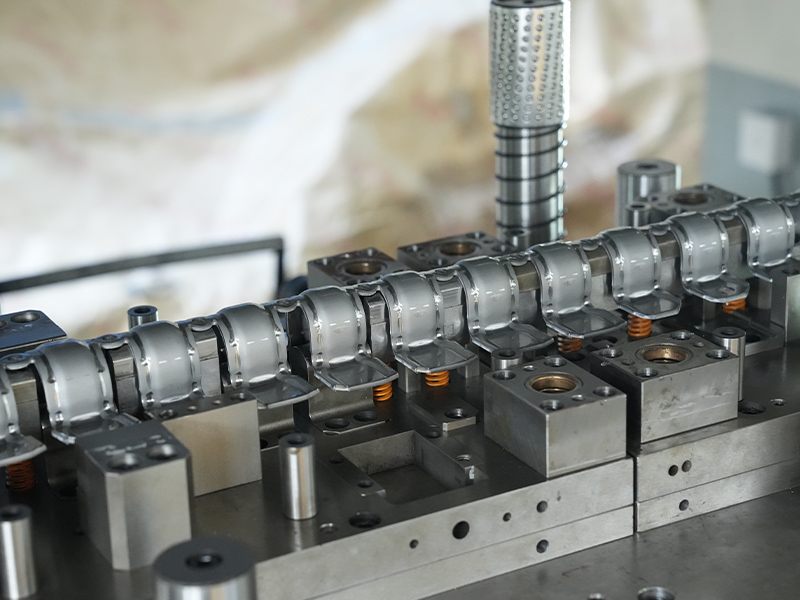
Progresivno žigosanje
Progresivni alati za matrice izvode višestruke operacije - bušenje, bušenje, savijanje, oblikovanje - na uzastopnim stanicama unutar jednog kompleta matrica. Zavojnica metala prolazi automatski, napredujući jedan korak po pritisku. Progresivne matrice standardni su izbor za dijelove hardvera za utiskivanje velike količine jer kombiniraju više operacija u jedan ciklus, smanjujući vrijeme rukovanja i troškove po komadu. Uobičajene su brzine ciklusa od 100 do 400 udaraca u minuti.
Transfer Die Stamping
Kada je dio prevelik ili složen da bi ostao povezan s nosećom trakom tijekom cijelog procesa, rano se odvaja i mehanički prenosi između stanica. Prenosne matrice poželjne su za veće strukturne dijelove kao što su paneli karoserije automobila gdje se praznine moraju ponovno postaviti ili okrenuti između operacija.
Odabir materijala: usklađivanje metala s primjenom
Izbor materijala jedna je od najkonzekventnijih odluka u projektu žigosanja. Pogrešan materijal može značiti trošenje alata, lošu sposobnost oblikovanja, neodgovarajuća mehanička svojstva ili nepotrebne troškove. Ispod je praktična usporedba najčešćih materijala koji se koriste u dijelovima za utiskivanje hardvera:
| Materijal | Ključna svojstva | Tipične primjene | Razmatranja |
|---|---|---|---|
| Ugljični čelik (SPCC / DC01) | Visoka čvrstoća, niska cijena, dobra sposobnost oblikovanja | Strukturni nosači, okviri strojeva, kućišta | Zahtijeva premazivanje ili oplata radi otpornosti na koroziju |
| Nehrđajući čelik (304 / 316) | Izvrsna otpornost na koroziju, visoka tvrdoća nakon radnog otvrdnjavanja | Medicinski uređaji, prehrambena oprema, pomorska oprema | Veće trošenje alata; opruga se mora pažljivo kompenzirati |
| Aluminij (1xxx / 5xxx / 6xxx) | Lagan, otporan na koroziju, dobre toplinske vodljivosti | Automobili, rashladni uređaji za elektroniku, zrakoplovstvo | Niža čvrstoća od čelika; izbor legure je kritičan |
| Bakar / bakrene legure | Vrhunska električna i toplinska vodljivost, duktilan | Električni terminali, konektori, sabirnice | Veći trošak materijala; potrebno upravljanje oksidacijom u skladištu |
| Cink / legure cinka | Dobra sposobnost oblikovanja, prirodna barijera protiv korozije, niska cijena | Dekorativni okovi, oprema za automobile, roba široke potrošnje | Niža mehanička čvrstoća od čelika; nije pogodan za nosive dijelove |
U Dingjii radimo s cijelim asortimanom željeznih i neželjeznih materijala. Naš asortiman dijelova za utiskivanje hardvera pokriva nehrđajući čelik, ugljični čelik, aluminij, bakar, žigosane na bazi bakra i legure cinka—dajući kupcima opciju iz jednog izvora bez obzira na njihove zahtjeve za materijalom.
Tolerancije i standardi dimenzija koje biste trebali znati
Zahtjevi tolerancije imaju izravan učinak na cijenu alata, vrijeme ciklusa i stopu otpada. Prije nego što zatražite ponudu, vrijedi razumjeti što je ostvarivo i što povećava cijenu.
- Standardne komercijalne tolerancije za dijelove od utisnutog lima obično su ±0,1 mm do ±0,3 mm za linearne dimenzije, ovisno o debljini materijala i složenosti značajki.
- Precizno progresivno žigosanje može izdržati ±0,02 mm do ±0,05 mm na probušenim rupama i obrađenim rubovima uz pravilno upravljanje razmakom matrice i redovito održavanje matrice.
- Tolerancije kuta savijanja se obično drže ±1° pod standardnim uvjetima i ±0,5° za precizne primjene.
- Zahtjevi za ravnost i okomitost, posebno za dijelove koji se koriste u automatiziranoj montaži, trebaju biti jasno navedeni na crtežu, a ne pretpostavljeni.
Određivanje strožih tolerancija nego što aplikacija zapravo treba jedan je od najčešćih načina na koji kupci nenamjerno povećavaju cijenu dijela. Ako vaš dizajnerski tim nije siguran, DFM (Design for Manufacturability) pregled s dobavljačem prije odjave alata može spriječiti kasnije skupe revizije.
Mogućnosti završne obrade za dijelove za utiskivanje hardvera
Sirovo utisnute metalne površine rijetko su konačno stanje hardverskog dijela. Površinska obrada služi u tri glavne svrhe: zaštita od korozije, estetsko poboljšanje i funkcionalna modifikacija (kao što je povećanje tvrdoće ili poboljšanje električnog kontakta). Najčešće opcije završne obrade uključuju:
- Galvanizacija – Nanosi tanki metalni sloj (cink, nikal, krom, kositar, zlato) na površinu dijela za zaštitu od korozije i izgled. Debljina je obično 5-25 µm.
- Premazivanje prahom – Elektrostatičko nanošenje polimernog praha, zatim sušenje u pećnici. Pruža izdržljiv, ujednačen premaz debljine 60–100 µm. Uobičajeno na konstrukcijskim dijelovima od ugljičnog čelika.
- Anodiziranje – Elektrokemijski proces isključivo za aluminij koji stvara gusti, integralni sloj oksida. Anodizacija tipa II daje 5–25 µm; Tip III (tvrdo eloksiranje) daje 25–150 µm sa znatno većom tvrdoćom.
- Pasivacija – Kemijski tretman za nehrđajući čelik koji uklanja slobodno željezo s površine, povećavajući svojstvenu otpornost materijala na koroziju. Obično se navodi za medicinske i prehrambene dijelove.
- Fosfatna boja – Uobičajeni postupak u dva koraka za čelične automobilske dijelove: pretvorbeni premaz od željeza ili cink fosfata osigurava prianjanje i otpornost na koroziju kao temelj za naknadno lakiranje.
- Poliranje / skidanje ivica – Vibracijska ili bačvasta završna obrada uklanja neravnine i oštre rubove s izbušenih dijelova—ključno za dijelove koji dolaze u dodir s rukama, kabelima ili brtvenim komponentama.
Pravi izbor završne obrade ovisi o radnom okruženju, regulatornim zahtjevima (sukladnost s RoHS-om često je potrebna za elektroničke dijelove) i vašem procesu sastavljanja. Rano obavijestite svog dobavljača o uvjetima krajnje uporabe—to utječe na odabir materijala jednako kao i na završnu obradu.
Ključne industrije i što zahtijevaju od žigosanih dijelova
Hardverski dijelovi za žigosanje nisu generička roba. Svaka industrija donosi određeni skup tehničkih i regulatornih zahtjeva koje proizvođač mora razumjeti prije nego što se izreže prva matrica.
Automobilizam
Automobilizam stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. IATF 16949 certifikacija sustava kvalitete zapravo je obavezna za dobavljače Tier 1 i Tier 2 automobilske industrije. Sljedivost materijala, PPAP (Production Part Approval Process) dokumentacija i ispitivanje funkcionalne trajnosti standardni su zahtjevi. Naš čelični dijelovi za utiskivanje automobila proizvode se pod kontrolom kvalitete s IATF 16949 certifikatom.
Elektronika i elektrika
Priključci, konektori, štitovi i kontaktne opruge u elektronici zahtijevaju dosljednu kontaktnu silu, preciznu geometriju i pouzdano prianjanje ploče. Dijelovi za štancanje od bakra i bakrenih legura dominiraju ovim segmentom zbog svoje električne vodljivosti. Pokositar ili pozlata preko bakra standard je za spojne površine otporne na koroziju. Tolerancije mikroutiskivanja od ±0,01–0,05 mm uobičajene su u primjenama konektora.
Medicinska oprema
Dijelovi za medicinsko žigosanje zahtijevaju biokompatibilnost, otpornost na ponovljene cikluse sterilizacije i potpunu sljedivost serija materijala. 316L nehrđajući čelik je najčešće specificirani materijal zbog svoje vrhunske otpornosti na koroziju u slanim i kemijskim okruženjima. ISO 13485 certifikat za upravljanje kvalitetom osnovno je očekivanje od medicinskih OEM-a.
Industrijski strojevi
Strukturni nosači, ploče kućišta i komponente mehanizma u industrijskoj opremi daju prednost nosivosti i dimenzionalnoj stabilnosti tijekom dugog radnog vijeka. Ugljični čelik visoke čvrstoće i konstrukcijske legure aluminija tipični su izbori. U mnogim slučajevima operacije zavarivanja ili zakivanja slijede nakon utiskivanja, tako da dosljedne dimenzije praznih dijelova i kvaliteta rubova izravno utječu na kvalitetu nizvodnog spajanja.
Alati: ulaganje koje određuje dugoročnu cijenu dijela
Matrica (ili alat) primarno je kapitalno ulaganje u projekt žigosanja, a razumijevanje ekonomije alata pomaže vam u donošenju boljih odluka o izvoru.
Jednostavna matrica s jednom operacijom za mali nosač može koštati 3000–8000 USD. Progresivna matrica s više stanica za složenu konektorsku komponentu može doseći 50 000 USD – 150 000 USD ili više, ovisno o broju stanica, materijalima i potrebnim tolerancijama. Međutim, taj početni trošak amortizira se tijekom proizvodnje. U količinama iznad 50.000–100.000 dijelova, štancanje obično daje najnižu cijenu po komadu od bilo kojeg procesa oblikovanja metala.
Ključna pitanja koja trebate postaviti svom dobavljaču o alatu:
- Koliki je procijenjeni životni vijek matrice (broj hodova prije nego što je potrebno veće održavanje)?
- Tko je vlasnik alata i što se s njim događa ako promijenite dobavljača?
- Kakav je raspored održavanja alata i tko snosi troškove rutinskog oštrenja?
- Može li se isti set matrica modificirati ako se vaš dizajn malo promijeni ili je potreban novi alat?
Dobavljač s vlastitim mogućnostima dizajna kalupa i održavanja—a ne onaj koji alate povjerava vanjskim suradnicima—obično nudi kraće vrijeme isporuke prvih uzoraka i veću kontrolu nad kvalitetom i dugovječnošću alata.
Kontrola kvalitete u žigosanju hardvera: kako izgleda rigorozan proces
Sama točnost dimenzija ne definira kvalitetu dijela. Robusni sustav kontrole kvalitete za otisnute hardverske dijelove pokriva cijeli tijek proizvodnje:
- Inspekcija ulaznog materijala – Provjera certifikata materijala i uzimanje uzoraka mehaničkih svojstava i debljine prije nego što zavojnice uđu u proizvodnju.
- Prva inspekcija artikla (FAI) – Potpuna provjera dimenzija prvog proizvodnog uzorka u odnosu na inženjerski crtež prije početka masovne proizvodnje.
- In-process SPC (statistička kontrola procesa) – Uzorkovanje dijelova u definiranim intervalima tijekom proizvodnje i praćenje kritičnih dimenzija na kontrolnim dijagramima kako bi se uhvatilo pomicanje prije nego proizvede neispravne dijelove.
- Inspekcija koordinatnog mjernog stroja (CMM). – Za značajke niske tolerancije, CMM mjerenje eliminira subjektivnost operatera i pruža dokumentirana izvješća o dimenzijama.
- Površinski i vizualni pregled – Provjera neravnina, pukotina, ogrebotina, nedostataka na ploči i drugih površinskih anomalija pod definiranim uvjetima osvjetljenja.
- Izlazna kontrola kvalitete (OQC) – Konačna inspekcija uzorkovanja temeljena na AQL-u prije otpreme s izvješćima o inspekciji koja se dostavljaju kupcu.
držimo se IATF 16949 certifikat te upravljati kvalitetnim laboratorijem opremljenim Zeiss koordinatnim mjernim instrumentima i poluautomatskim CMM-ovima. Za kupce u reguliranim industrijama, možemo osigurati punu inspekcijsku evidenciju i dokumentaciju o sljedivosti materijala uz svaku pošiljku.
Kako procijeniti dobavljača dijelova za utiskivanje hardvera
Odabir pravog proizvođača jednako je važan kao i pravi dizajn. Ovdje je praktični okvir za procjenu temeljen na kriterijima koji zapravo pokreću dugoročnu pouzdanost opskrbe:
| Kriterij | Što tražiti | Crvene zastave |
|---|---|---|
| Sposobnost alata | Interni tim za dizajn i održavanje kalupa | Svi alati vanjski; ograničena podrška za DFM |
| Oprema za tisak | Raspon tonaže (pokriva debljinu vašeg dijela); suvremene CNC-kontrolirane preše | Samo jedna ili dvije veličine tiska; oprema koja stari bez evidencije o održavanju |
| Certifikacija kvalitete | IATF 16949 (automobili), ISO 9001, ISO 13485 (medicina) | Nema certifikata ili certifikat nije nedavno obnovljen |
| Oprema za inspekciju | CMM, optički komparatori, ispitivači tvrdoće na licu mjesta | Oslanjanje na ručne mjerače samo za precizne značajke |
| Materijal Breadth | Rukuje željeznim i neželjeznim materijalima unutar tvrtke | Specijaliziran samo za jednu materijalnu obitelj; ne može podržati buduće promjene dizajna |
| Komunikacija | Odgovaranje na tehnička pitanja; proaktivno o povratnim informacijama DFM-a | Sporo reagira; izbjegava obvezivanje na dimenzijska jamstva |
Pozdravljamo tvorničke revizije i rado ćemo provesti potencijalne kupce kroz naš proizvodni proces, alatnicu i laboratorij kvalitete. Transparentnost u fazi kvalifikacije je najbolji način da se izgradi dugoročni odnos opskrbe koji koristi objema stranama.
Kako najbolje iskoristiti svoj projekt žigosanja: praktični savjeti
Nakon više od 15 godina rada s klijentima u automobilskoj, elektroničkoj i medicinskoj industriji, ovo su prakse koje dosljedno dovode do boljih rezultata:
- Podijelite svoju godišnju prognozu količine rano. Čak i približna brojka (npr. 200 000 komada godišnje) određuje hoće li progresivni alati, prijenosni alati ili složeni alati imati ekonomskog smisla i izravno utječe na ulaganje alata koje ćete morati izvršiti.
- Navedite samo tolerancije koje ćete stvarno pregledati. Ako vaša dolazna inspekcija ne provjeri dimenziju, nema smisla držati svog dobavljača na ±0,02 mm na njoj—samo plaćate stroži postupak bez koristi.
- Zatražite DFM pregled prije odobrenja alata. Male promjene—dodavanje polumjera oštrom unutarnjem kutu, podešavanje udaljenosti rupe do ruba ili promjena reljefa savijanja—mogu značajno smanjiti trošenje alata i poboljšati konzistentnost dijela bez oštećenja dizajna.
- Konsolidirajte svoje dobavljače za žigosanje gdje je to praktično. Korištenje proizvođača sa širokim materijalnim mogućnostima znači manje procesa kvalifikacije, manje stilova alata za upravljanje i jaču polugu za planiranje prioriteta tijekom razdoblja velike potražnje.
- Planirajte završnu obradu površine prije rezanja alata. Neki završni postupci (npr. teško pocinčavanje) dodaju dimenzionalno nakupljanje koje se mora uzeti u obzir u geometriji dijela od početka, a ne naknadno ugraditi.
Zašto raditi sa specijaliziranim proizvođačem hardverskih žigova
Hardversko žigosanje izvana izgleda varljivo jednostavno - preša se spušta, oblik izlazi. U praksi, visokokvalitetna operacija štancanja uključuje preciznu izradu kalupa, znanje o materijalima, disciplinu kontrole procesa i brzu reakciju na trošenje alata. Jaz između osrednjeg dobavljača i sposobnog dobavljača očituje se u vašoj stopi otpada, provjerama prikladnosti vaše pokretne trake i vašim zahtjevima za jamstvo—ne samo u cijeni po komadu.
Changzhou Dingjia Metal Technology Co., Ltd. proizvodi precizne dijelove za utiskivanje hardvera od 2010. godine, radeći iz 6.900 m² objekta u okrugu Wujin, Changzhou, s timom od 56 iskusnih tehničara i 24 stroja za bušenje sposobnih 500 tona mjesečnog kapaciteta štancanja . Naša proizvodnja pokriva i željezne i neželjezne materijale, a naši dijelovi opslužuju klijente u sektoru automobilske industrije, elektronike i medicinskih strojeva širom svijeta.
Ako nabavljate dijelove za utiskivanje hardvera i želite proizvođača s dubinom izrade alata, kvalitetnom infrastrukturom i rasponom materijala koji će podržati cijeli životni ciklus vašeg proizvoda, pozivamo vas da istražite naš kompletan asortiman dijelova za utiskivanje hardvera ili nas kontaktirajte izravno kako bismo razgovarali o zahtjevima vašeg projekta.











