 简体中文
简体中文


Razumijevanje temeljnih uzroka površinskih oštećenja
Učinkovito sprječavanje ogrebotina počinje s razumijevanjem gdje i kako nastaju u tijeku proizvodnje. Primarni krivci nisu uvijek očiti. Do abrazije može doći tijekom izbacivanja dijela iz matrice za utiskivanje, tijekom rukovanja i prijenosa između operacija, u spremnicima ili spremnicima, tijekom sekundarnih procesa poput skidanja ivica, pa čak i u konačnom pakiranju. Inherentna tvrdoća nehrđajućeg čelika, iako je otporan na deformacije, može biti iznenađujuće osjetljiv na habanje i oštećenje kada dvije metalne površine klize jedna o drugu pod pritiskom, prenoseći materijal i stvarajući vidljive ogrebotine. Prepoznavanje ovih točaka trenja prvi je korak prema provedbi ciljanih protumjera.
Proaktivne strategije: Prevencija na izvoru
Ublažavanje štete mora započeti na samom početku proizvodnog procesa. Cilj je stvoriti okruženje u kojem je površinski kontakt kontroliran, ublažen ili eliminiran.
Dizajn alata i kalupa za zaštitu
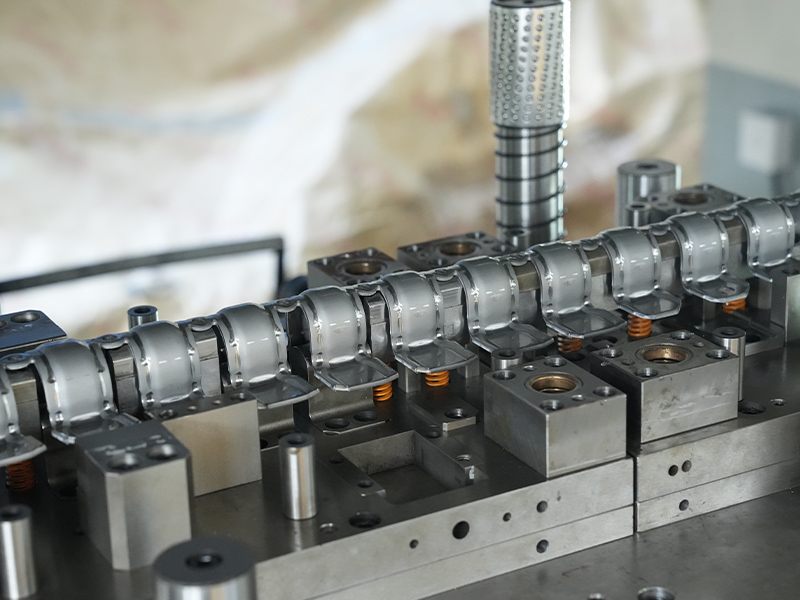
Dizajn i održavanje same matrice za žigosanje su kritični. Ključne prakse uključuju:
- Korištenje poliranih površina kalupa s visokokvalitetnom završnom obradom (npr. #8 zrcalno poliranje) u područjima koja dolaze u kontakt s kritičnim površinama dijela.
- Specificiranje odgovarajućih materijala za matrice kao što su ojačani alatni čelik ili karbidni umeci za otpornost na habanje koje može stvoriti neravnine i nesavršenosti koje ogrebu dijelove.
- Implementacija sustava kontroliranog izbacivanja koji koriste dušične opruge ili jastučiće s jastučićima kako bi se osiguralo glatko oslobađanje dijelova i da se ne bi vukli po čeličnim površinama.
- Nanošenje specijaliziranih premaza, kao što je titan nitrid (TiN) ili ugljik sličan dijamantu (DLC), na komponente kalupa za smanjenje trenja i trošenja ljepila (galling).
Odabir materijala i procesa
Odabir odgovarajuće vrste nehrđajućeg čelika i parametara procesa može značajno utjecati na osjetljivost površine. Žareni ili mekši materijali mogu biti skloniji grebanju nego potpuno tvrdi materijali, iako ih je lakše oblikovati. Korištenje zaštitnih filmova, bilo privremenih polimernih slojeva koji se skidaju nanesenih na zavojnicu prije utiskivanja ili tekućih maziva s dodacima protiv ogrebotina, stvara žrtvovanu barijeru tijekom oblikovanja i rukovanja.
Protokoli rukovanja: ljudski čimbenik i faktor tijeka rada
Čak i sa savršenim alatom, nepravilno rukovanje vodeći je uzrok oštećenja. Uspostavljanje i provođenje strogih protokola rukovanja ne može se pregovarati za visokokvalitetne dijelove.
- Obuka rukovatelja: Osoblje mora nositi čiste pamučne ili nitrilne rukavice koje ne ostavljaju dlačice kako bi se spriječili otisci prstiju i izravan kontakt s metalom. Trebaju biti osposobljeni za rukovanje dijelovima za njihove rubove ili nekritične površine.
- Dizajn radne stanice: Koristite podstavljene, neabrazivne površine (npr. PVC, filc ili silikonske prostirke) na svim radnim stanicama, područjima za inspekciju i stanicama za pakiranje.
- Odvajanje i pohranjivanje dijelova: Nikada nemojte dopustiti da se otisnuti dijelovi zajedno prevrću ili trljaju. Koristite separatore, pregrade ili pojedinačne utore u ladicama. Za skladištenje tijekom procesa, složite dijelove sa zaštitnim umetnutim papirom ili pjenom.

Kontrolirana okruženja za sekundarne operacije
Postupci poput zavarivanja, brušenja, poliranja i čišćenja predstavljaju visoke rizike. Izolirajte ove operacije fizički ili privremeno od čistih područja montaže. Za sprječavanje unakrsne kontaminacije ugljičnim čelikom ili abrazivnim ostacima treba koristiti namjenske alate i pribor. Na primjer, koristite žičane kotače i četke samo od nehrđajućeg čelika. Automatizirani sustavi čišćenja (ultrazvučni, pasivizacija) imaju prednost u odnosu na ručno ribanje, koje može uzrokovati nedosljedno grebanje.
Pakiranje: Završni sloj obrane
Pakiranje je posljednji, ključni korak za očuvanje cjelovitosti površine tijekom slanja. Pakiranje mora potpuno imobilizirati dio. Uobičajene učinkovite metode uključuju:
| Način pakiranja | Najbolje za | Ključni materijal |
| VCI (Volatile Corrosion Inhibitor) pakiranje | Sprječavanje korozije i lagane abrazije | VCI papir, pjena ili film |
| Prilagođena šupljina od pjene | Visokovrijedni ili osjetljivi dijelovi složene geometrije | Polietilen ili poliuretanska pjena |
| Plastične ladice s odjeljcima | Mali do srednji dijelovi velike količine | Disipativna ili vodljiva plastika |
| Skupljajuća / rastezljiva folija sa štitnicima za rubove | Veliki, ravni dijelovi ili sklopljene jedinice | Polietilenska folija s pjenastim zaštitnim kutovima |
Pregled, sortiranje i korektivne radnje
Robusni proces kontrole kvalitete bitan je za otkrivanje i rješavanje površinskih nedostataka. Inspekcija bi se trebala odvijati pod kontroliranom rasvjetom (često LED bijelo svjetlo) u ključnim fazama: nakon žigosanja, nakon sekundarnih operacija i prije konačnog pakiranja. Uspostavite jasne granice prihvatljive kvalitete (AQL) na temelju uzorka za površinske ogrebotine, definirajući dopuštenu duljinu, dubinu i lokaciju. Sve nesukladne dijelove treba staviti u karantenu. Za manje nedostatke, kontrolirani, odobreni postupak poliranja koji koristi sve finije abrazive (npr., od Scotch-Brite trake do fino zrnatih smjesa za poliranje) može se koristiti za ponovnu obradu, ali to se mora pažljivo provoditi kako bi se izbjegle promjene kritičnih dimenzija.
Izgradnja kulture površinske svijesti
U konačnici, sprječavanje ogrebotina Dijelovi za utiskivanje od nehrđajućeg čelika nije popravak u jednom koraku već sveobuhvatan sustav. Zahtijeva integraciju razmatranja od početnog dizajna i inženjeringa alata do pristaništa za otpremu. Najuspješniji proizvođači njeguju kulturu u kojoj svaki član tima, od rukovatelja preše do stručnjaka za pakiranje, razumije svoju ulogu u očuvanju cjelovitosti površine. To se postiže kontinuiranom obukom, jasnim standardnim radnim postupcima (SOP) za rukovanje i ulaganjem u prave zaštitne materijale i opremu, ne promatrajući ih kao troškove, već kao bitne zaštitne mjere za kvalitetu proizvoda i zadovoljstvo kupaca.











